Для обработки металлических изделий после сверления, применяется инструмент под названием развертка. Деталь, геометрические параметры отверстия которой необходимо довести до нужного размера по всей плоскости обрабатывается комплектом по металлу. Оснастка используется в зависимости от типа изделия, требований качества и размеров. К примеру, отверстие, обработанное 12 миллиметровым сверлом может быть несоответствующего размера по всей плоскости в результате биения, спецификации инструмента. Разновидностей оснасток существует большое количество, основные сферы применения – корректировка, растачивание после процесса сверления.

Содержание
Принцип действия развертки
Применяется инструмент для получения точной поверхности отверстий. Развертка позволяет выполнять изделия, интервал шероховатости которых до 1,25 микрон. Точность и качество обработки достигается за счет наличия большого количества режущих кромок. Благодаря этому, при процессе выполнения изделия достигается снятие припуска небольшого размера. Подача оснастки к направлению оси влияет на обработку, вращение происходит синхронно к обеим сторонам материала. Развертка по металлу дает возможность снимать со стенок материал сотыми долями миллиметров.
Разновидность обрабатываемых поверхностей делится на конические и цилиндрические типы. Развертка необходимой детали может происходить ручным и машинным способом.
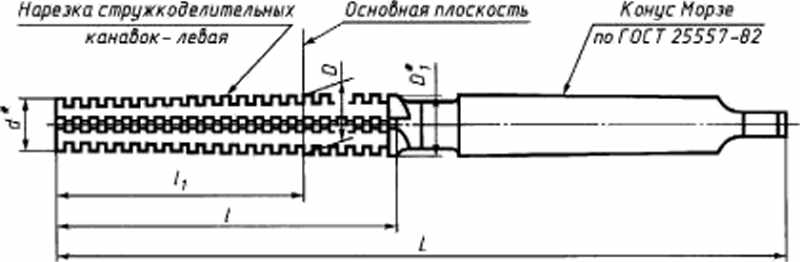
Конструкция состоит из нескольких основных частей:
- Основная шлифовка металла производится рабочей частью оснастки.
- Переходная шейка, служит соединением между рабочей частью и хвостовиком.
- Фиксируемая часть при зажиме или воротке, называемая хвостовиком, служит для передачи вращающегося усилия.
Поверхность комплекта для работы со стальными изделиями имеет основные части инструмента, которым обрабатывают деталь в соответствие к требованиям. Первичная металлообработка происходит главной режущей кромкой на передней поверхности, затылочная часть выполняет роль отвода излишней стружки. Основные элементы режущей части делятся на:
- Режущую или заборную часть, которая выполняет основную обработку металла.
- Калибровочная часть, установленная на корпусе посередине.
- Задний конус, отвечающий за освобождение отверстия от излишней стружки.
Канавки, расположенные между зубьями на рабочей части также отвечают за отвод стружки из материала. Расположены канавки по окружности инструмента для развертки, что позволяет выполнять деталь качественно и равномерно.
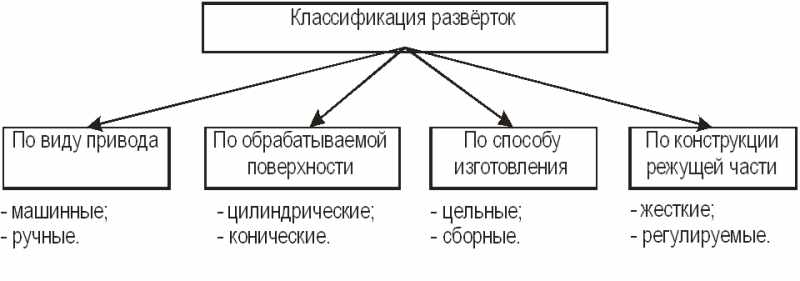
Классификация инструментов какие бывают развертки
Основное предназначение раскрытия отверстий – создание более точного отверстия после обработки. От параметров и качества оснастки зависят качество, требование к обработанной детали. Виды разверток влияют на допуск при точности отверстия, чистоте шлифования поверхности. От качества и конструкции инструмента может зависит поверхность изделия.
Для выполнения работ важны абсолютно все параметры, режим работы режущей части, припуски и их величина, операции при степени заточки, режущая кромка и другие. Различные типы разверток используются в соответствие со спецификацией необходимого отверстия.Существует большое количество выбора, различные размеры, а так же высота, расположение и строение зубьев, способ и форма закрепления, обрабатываемые материалы.
Ручная цилиндрическая развертка используется при большинстве случаев, отличается доступностью, простой эксплуатацией.
Машинный тип обработки отличается разнообразием, на выбор представлены:
- Развертка цилиндрическая.
- Конические развертки.
Цилиндрические оснастки имеют большое количество разновидностей для работы. Оснастка для отверстий с вставными зубьями, твердосплавными напаянными пластинами, хвостовиком, используется повсеместно.
Ручная и машинная развертка их особенности и различия
При работе с любым типом инструмента важны его параметры, предназначение. Важными элементами комплектов воздействия на сталь являются направление зубьев, углы резки, равномерность шага, зажимная часть канавок и ее профиль. Представленные детали, имеющие классификацию по представленным параметрам, в основном профессионального типа. Для работы при домашних условиях или мелком производстве используются две основные разновидности:
- Машинная.
- Ручное обтачивание.
Подразделяются комплекты на цельные, регулируемым диаметром, насадные, сборные и т.д. Развертка ручная осуществлена в цилиндрической форме с острыми гранями, шаг 1 мм. Использование ручных инструментов происходит в паре с воротком, для этого на конце хвостовика выполнен квадрат. Заходная часть у ручного инструмента выполнена с меньшим диаметром, чем основная, это дает легко работать с металлом воротком. Количество зубьев влияет на качество обрабатываемой поверхности. Большое количество зубьев дает лучший результат обработки, но происходит меньший отвод стружки из отверстия. Прямые зубья используются более распространено при обработке металлов, винтовые обеспечивают прерывистую поверхность отверстий.
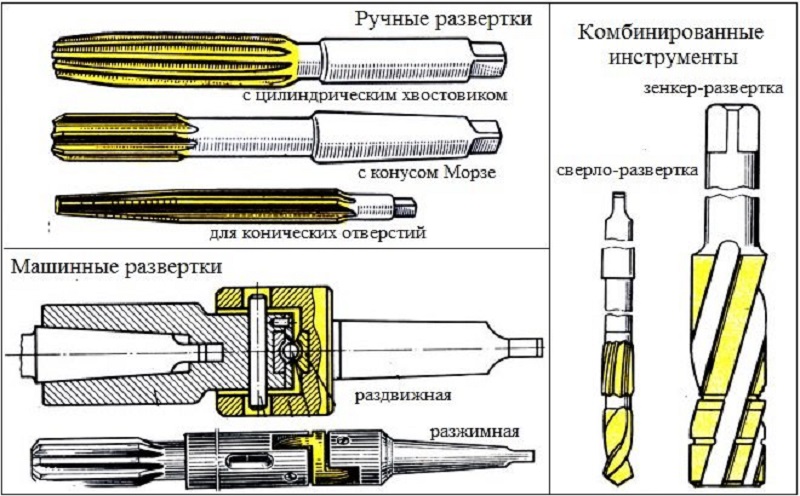
Для выполнения машинного развертывания изделий используются инструмент отделяемой части, изготовленной для зажима в станке. Разновидность конусов позволяет использовать комплект для резки металла в станках.
Другие варианты разверток
Имеются различные варианты оснасток по металлу. Регулируемые инструменты используются при обработке отверстий с нестандартным диаметром. Регулировка происходит двумя гайками, верхней настраивается необходимый размер, а нижняя служит для затяжки во избежание ослабления при процессе работы. Полученный диаметр инструмента перед производством измеряется штангель-циркулем. Данное действие выполняется для контроля полученного диаметра, который при регулировке может быть сбит из-за конусообразной формы развертки металла.

Раздвижной или разжимной тип имеет регулировку диаметра, но не столь большого диапазона. В конструкции присутствует шарик, который распирает грани оснастки при настройке. Регулировка производится специальным винтом, следует понимать, что чрезмерное усилие может испортить инструмент.
Ошибки, которые не нужно допускать
Чтобы получить наиболее качественную обработку поверхностей металла, необходимо смазывать отверстие, инструмент маслом. Операции при развертывании металла следует производить в соответствии со структурой обрабатываемых частей. Высокие показатели качества и производительности работ достигаются при использовании в процессе комплектов по металлу, множеством режущих элементов. Точное воздействие производится за счет минимального припуска, снятия слоя стали.
Наиболее распространенной ошибкой является выбор более дешевого инструмента зенкер. Предназначение данного типа не соответствует необходимой работе с металлом, после обработки показатели шероховатости не на высоком уровне. При воздействии следует правильно подбирать тип, а также качество инструмента, только соблюдение всех условий может помочь достичь поставленных задач.
Развертки из какого материала следует использовать
При изготовлении на заводе используется сталь быстрорежущего типа, имеющая маркировками 9ХС. Наиболее лучшее качество оснастки достигается с применением стали Р18, но такой материал возможно встретить реже на рынке, чем остальные. При выборе инструмента стоит проконсультироваться со специалистами, материал зависит от типа обрабатываемых металлов.

Наиболее прочные экземпляры изготавливались во времена Советского Союза, детали после обработки имели идеальную поверхность, комплект по работе с металлом отличался повышенным сроком службы.
Конические развертки для конусов Морзе
Наиболее широко применяемым креплением комплекта обработки металла является конус Морзе. Модели крепления подразделяются на восемь типов в зависимости от размера, уклона конуса. Хвостовая часть конуса исполняется в нескольких вариациях, обычные, резьбовые, с наличием лапки.
Развертка коническая, оснащенная лапкой закрепляется путем фиксирования со специальным пазом, предотвращающим прокручивание в шпинделе. Крепление помогает извлечь оснастку из шпинделя, прикладывая меньше усилий. Комплекты работы с металлом при резьбовом исполнении соединяются со шпинделем винтовым штоком. Резьбовые конусы способствуют надежному креплению деталей комплекта по металлу внутри станка.
Комплектация развёрток для конуса Морзе состоит из нескольких штук. Первичная заготовка детали исполняется комплектом по металлу, с углом наклона по конусу Морзе, совпадающие направления вращения и резьбы дают возможность обратить цилиндрическое в конусное отверстие. Следующий комплект работы по металлу используется с противоположным направлением резьбы для удаления стружки из металлического отверстия.
Конические развертки для инструментов
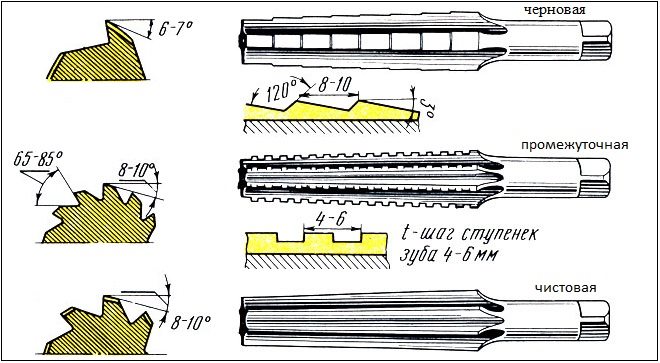
Инструменты используются для развития отверстия конической формы. Состоит конический комплект из нескольких основных частей:
- Обдирочная часть служит для грязной обработки детали, подготовки отверстия к следующему этапу работ.
- Промежуточный.
- Чистовой инструмент.
Изготовление производится из твердотельных стальных сплавов марок У12А. Особенность инструмента состоит в облегченной работе, так как зубья с прямолинейным расположением имеются на всей длине изделия, происходит усиленный отвод стружки. Ступенчатая развертка по металлу используется для черновой обработки, внешний вид состоит из отдельных зубьев, расположенных по нарастающей.

Виды используемых разверток для точности обработки делятся на расположение граней, прорезей и других особенностей. Промежуточная развертка устроена отличающимся размером профиля и прорезей, чистовая не имеет вывода отработанной стружки. После предварительных работ, проводится финальное точение конической насадкой, также с помощью данной разновидности возможно провести калибровку отверстия.
Изготавливаются конические разновидности в промышленности обычно под каждое отдельное отверстие. Конструктивные особенности подбираются в соответствие к плану, если используется малый конус, возможно применение одного инструмента. Для выполнения отверстий неравномерным припуском или повышенными требованиями качества, используется комплект из трех насадок.
Черновая обработка напоминает процесс зенкерования, благодаря ступенчатому расположению режущего элемента, деталь обрабатывается быстро и точно. При промежуточном типе применяется строение канавок, на вид напоминающие строение резьбы. При чистовой обработке, комплект для работы на металле выполнен без отвода для металла, скорость выполнения работы от 6 м/мин.
Штифтовые развертки
Обрабатывание цилиндрических отверстий в машинных деталях, соединение которых выполнено посредством штифта происходит отдельным типом оснастки по металлу. Конусность при малых соотношениях дает возможность превратить цилиндрические отверстия в конусные без предварительных работ.

Повышенные нагрузки требует стойкости, надежности винтовой разновидности детали работы по металлу. Самозатягивание исключается благодаря противоположному направлению винтовых зубьев. Защемление стружки не возможно, по причине использования конструкции канавок с достаточным пространством. Машинные развёртки отличаются меньшим количеством зубьев и величиной шага, за счет работ на повышенных оборотах.
Вам также могут быть интересны статьи:

 (Пока оценок нет)
(Пока оценок нет)