Гидравлическая система любого автоматического устройства предназначена для осуществления автоматической работы одного или нескольких рабочих органов. Полный цикл движений состоит из отдельных последовательных движений. При анализе работы гидросистемы необходимо различать такие понятия, как фазы цикла и команды для управления циклом. Под фазой автоматического цикла следует понимать движение любого элемента гидросистемы под действием гидравлического давления. Движения элементов системы, включаемых вручную механическим или электрическим приводами, относятся к командам управления.
При анализе работы каждой гидросистемы составляется таблица управления, необходимая для проверки работы всех элементов системы по требуемому автоматическому циклу. В таблице указываются:
- фазы цикла в последовательном порядке срабатывания аппаратуры, переключаемой гидравлически, и рабочих органов, обслуживаемых этой аппаратурой;
- положения или команды, получаемые золотниками и кранами управления, от электромагнитов или других негидравлических средств;
- трассы движения масла для каждой фазы в отдельности.
Оформление гидросхем. На чертежах гидросхем нормализованная аппаратура и рабочие органы изображаются условными обозначениями, а магистрали — линиями. Специальные аппараты изображаются полуконструктивно. Способ изображения магистралей в гидросистемах станков нестандартизирован.
Магистрали, соединяющие различные аппараты, изображаются сплошными толстыми, линиями; магистрали, проходящие внутри аппаратов, — тонкими сплошными линиями. Все магистрали обозначаются номерами, за исключением внутренних каналов в аппаратах, которые обозначаются буквами. У концов всех разветвлений одной магистрали ставится номер. Пояски золотников на схеме обозначаются жирными линиями для рассматриваемого положения, а для каждого нового положения — одной пунктирной линией. Трубопроводы к золотнику подводят против пояска, против пунктира, обозначающего другое положение золотника, и в промежутке между пояском и пунктиром. Применение таких условностей и обозначений позволяет проследить направление потока масла.
При составлении трасс движения масла для всех фаз цикла потоки масла, находящегося под давлением, обозначают цифрами без скобок, а сливные потоки — цифрами в скобках.
Гидросхема, снабженная таблицей управления с указанием трасс движения масла, не нуждается в подробном описании и дает полное представление о работе агрегата.
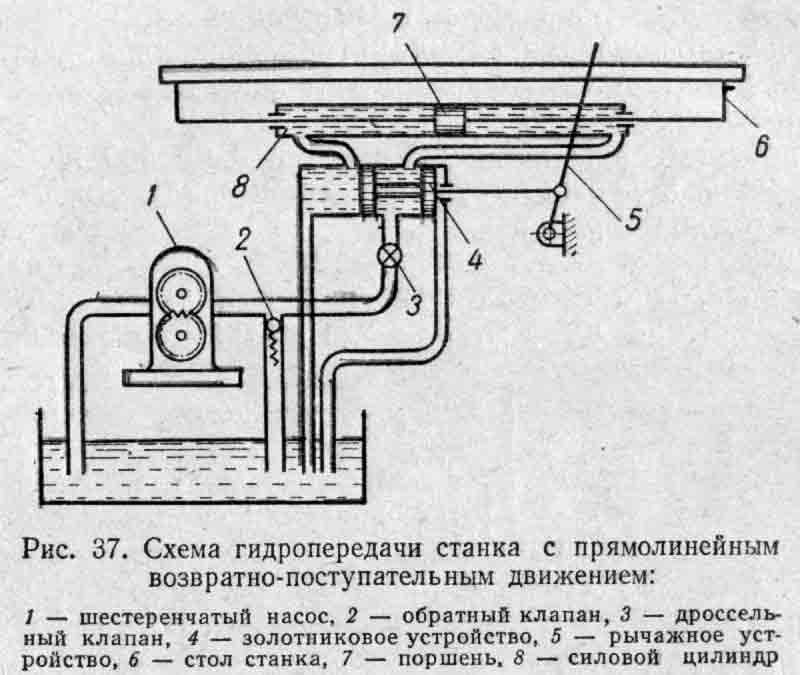
Типовые схемы гидропередач исполнительных механизмов. На рис. 37 представлена схема гидропередачи в станках, имеющих прямолинейное возвратно-поступательное движение. В этой гидросхеме шестеренчатый насос 1 подает рабочую жидкость в силовой цилиндр 8, причем количество поступающей жидкости и ее направление регулируются золотниковым устройством 4 и дроссельным клапаном 3. Специальное рычажное устройство 5 переводит золотник 4 в нужное положение. Когда поршень 7 доходит до крайнего положения, жидкость начинает поступать с другой стороны поршня, и стол 6 будет двигаться в обратном направлении. При повышении давления перед дросселем 3 масло сливается в бак через обратный клапан 2.
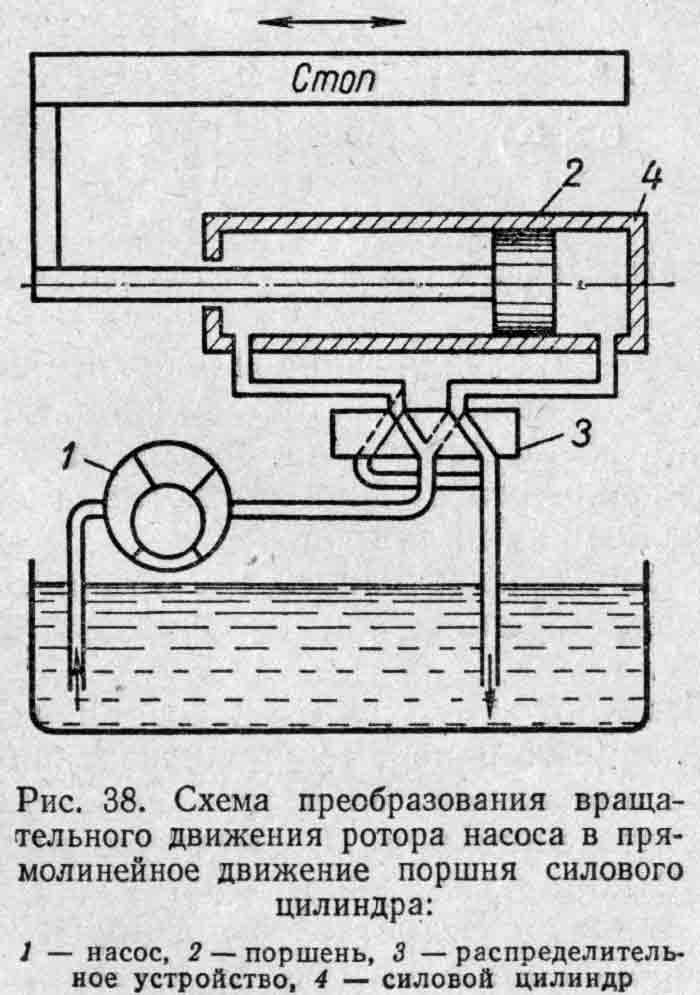
На рис. 38 показана схема преобразования вращательного движения ротора насоса 1 в прямолинейное движение поршня 2 силового цилиндра 4. Распределительное устройство 3 регулирует попеременную подачу жидкости с правой и левой стороны поршня и соответствующий отвод жидкости от неработающей стороны поршня.
Гидросистема с дифференциальным цилиндром. Гидросистема для возвратно-поступательного движения хонинговальной головки показана на рис. 39. Эта гидросистема состоит из четырехпояскового золотника управления А, реверсивного золотника ?, дифференциального гидроцилиндра В и рассчитана на осуществление пяти фаз цикла движений:
I — перемещение реверсивного золотника Б влево;
II — подъем поршня цилиндра В;
III — перемещение реверсивного золотника Б вправо;
IV — опускание поршня. V — останов.
В первой фазе поток масла от насоса направляется через золотник управления А и перемещает реверсивный золотник Б в крайнее левое положение. Во второй фазе масло поступает в нижнюю полость цилиндра В, вытесняя масло из верхней полости в бак. В конце хода упор, действуя на шток, переключает золотник А влево. В третьей фазе поршень реверсивного золотника Б перемещается вправо. В четвертой фазе полости цилиндра В сообщаются между собой, в результате чего головка опускается.
После нескольких ходов поршня, необходимых для обработки изделия, золотник А занимает крайнее левое положение — выключается система. Трассы масла для всех фаз цикла движений даны в табл. 8. За реверсивным золотником Б установлены обратные клапаны Г и Г1. Клапан Г предотвращает опускание поршня цилиндра под действием собственного веса. Клапан Г1 обеспечивает проход масла в гидроцилиндр В, заставляя вытесняемое из цилиндра масло проходить только через клапан В.
Гидрокинематическая схема следящей системы токарного станка (рис. 40). Эта система осуществляет поперечное копирование с автоматическим регулированием скорости продольной подачи (двухкоординатное копирование). Принцип работы следующий. Наконечник 3 щупа 2, соприкасаясь с шаблоном 4, отклоняет золотник щупа в сторону, соответствующую направлению подъема кривой шаблона, — масло, подаваемое насосом 5, поступает в одну из полостей цилиндра 1 поперечного суппорта, который движется в сторону подъема кривой шаблона. Масло, вытесняемое из другой полости цилиндра, сливается через дроссель 6 в бак.
Так как корпус золотника щупа жестко связан с поперечным суппортом, последний будет двигаться до тех пор, пока благодаря его смещению не закроется проходное сечение между золотником и корпусом щупа, обеспечивающее доступ масла в соответствующую полость цилиндра 9. Таким образом суппорт / следит за перемещением наконечника щупа.
Продольный цилиндр 9 при копировании перемещает каретку суппорта справа налево. Масло из левой полости этого цилиндра вытесняется через автоматический регулятор 8 и дроссель продольной подачи 7 в бак.
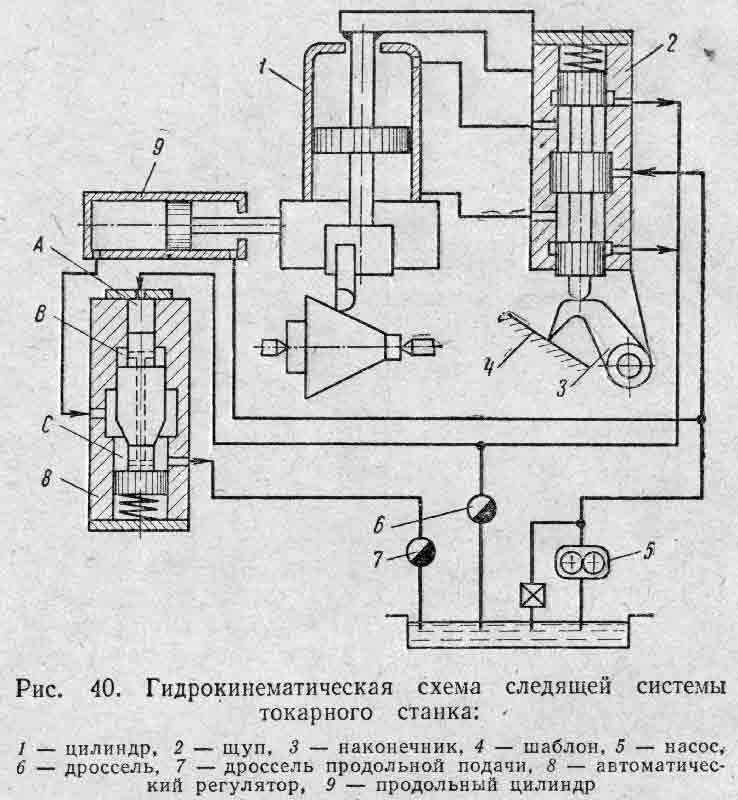
Автоматический регулятор 8 представляет собой двухступенчатый золотник. На ступени большого диаметра сделаны лыски для дросселирования масла. На торец ступени меньшего диаметра действует давление масла, выходящего из поперечного цилиндра. При увеличении скорости поперечной подачи давление перед дросселем 6 увеличивается, сжимает пружину золотника автоматического регулятора 8, смещая золотник. Это вызывает уменьшение проходного сечения между лысками золотника и корпусом автоматического регулятора, создавая дополнительное дросселирование, — скорость продольной подачи соответственно уменьшается.
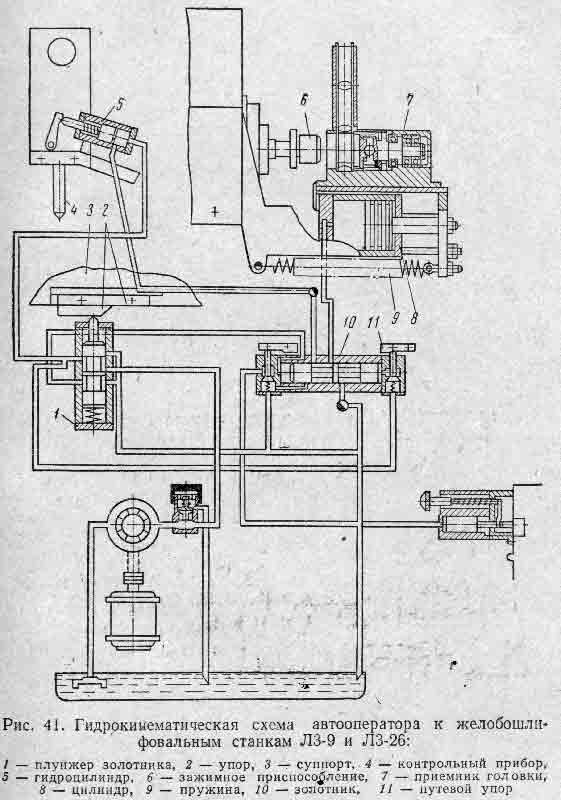
Гидрокинематическая схема автооператора к желобошлифовальным станкам ЛЗ-9 и ЛЗ-26. Эта схема (рис. 41) применяется при шлифовании внутренних колец шарикоподшипников. Принцип действия следующий. Привод автооператора осуществляется от гидропровода станка. Автооператор управляется от упора 2, который закреплен на суппорте 3} и переключает плунжер золотника 1 управления автооператора при отводе шлифовальной бабки в заднее положение. В конце хода суп-порта 3 упор 2 перемещает плунжер золотника 1 управления в нижнее положение; последний дает команду ножке контрольного прибора 4 через гидроцилиндр 5, который выводит его из желоба обработанного кольца. После этого поршень цилиндра 8 отводит головку 7 автооператора вправо. Затем обработанная деталь Снимается с зажимного приспособления 6, очередное кольцо падает в приемник головки 7 и устанавливается соосно шпинделю, Изделия, базируясь по ранее обработанному кольцу, удерживаются в одном лотке отсекателем. Когда головка доходит до крайнего правого положения, от путевого упора 11 подается команда на переключение золотника 10, и давление в цилиндре падает. Под действием пружины 9 головка переключается влево, кольцо устанавливается в приспособление и после обработки сбрасывается в лоток.
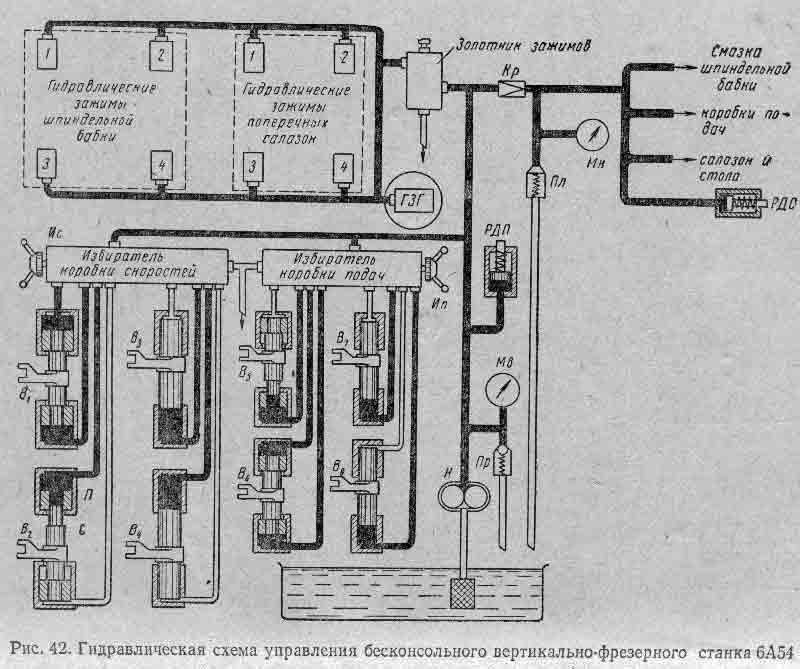
Гидравлическая схема управления бесконсольного вертикально-фрезерного станка 6А54. Гидравлическая схема управления смазки станка (рис. 42) работает от одного масляного шестеренчатого насоса Н, который обеспечивает работу автоматизированных зажимов и механизма переключения скоростей. Вилками, закрепленными на плунжерах, производится переключение шестерен коробок скоростей и коробок подач.
Вилки В1 B2 В5 и В6 во избежание одновременного включения сблокированы механически. Плунжеры вилок состоят из стержня С и полых поршней Я, перемещающихся в цилиндре. Эти вилки кроме двух крайних положений могут находиться в среднем положении, в котором давление на плунжер в обе плоскости цилиндра одинаково. При этом избыточное масло из сети высокого давления через клапан Кр поступает в сеть низкого давления. Отсюда масло идет на смазку узлов, а через клапан П — в резервуар. Два манометра Мн и Mв и два реле давления РДП и РДС служат для контроля давления масла в сети.
Вам также могут быть интересны статьи:

 (Пока оценок нет)
(Пока оценок нет)