Модифицированные чугуны (СЧ30, СЧ35, СЧ40 и СЧ45) для ответственного станкостроительного литья получают введением в Fe-Si-C- расплавы специальных добавок.
Общие требования в отношении прочностных свойств серого чугуна, используемого в станкостроении для корпусных деталей, не выходят за обычные пределы и, в зависимости от толщины стенок и класса отливок по техническим условиям, удовлетворяются при использовании серого чугуна марок от СЧ15 до СЧ35 при модуле упругости (8 … 13,5) 1010 Па. Серый чугун в станкостроении является основным конструкционным материалом для изготовления корпусных деталей, зубчатых передач, деталей пневмо- и гидроаппаратуры; общие требования к микроструктуре и твердости чугуна приведены в таблице.
Требования к микроструктуре и твердости чугуна для станкостроительного литья
| Требования к металлической матрице | Требования к графитным включениям | Твердость НВ | |||||||
| Количество перлита, % | Дисперсность перлита | Микротвердость Н2оо, МПа | Содержание цементита в структуре | Площадь включений цементита, мкм2 | Размеры графита по ГОСТ 3443-87 | Среднее расстояние между включениями, мкм | Распределение графита | Форма графита | |
| П100 (ФО) | ПД0.3…ПД1.0 | 3000…3200 | Ц2 | Цп2000 … ЦпЗ000 | ПГд90 … ПГд180 | Более 70 | ПГр1, ПГр2 | ПГф1, ПГф2 | 180…200 |
| П100 (ФО) | ПД0,3…ПД1.0 | 3000…3200 | — | Не допускается | ПГд180… ПГд350 | Более 70 | ПГр1, ПГр2 | ПГф1, ПГф2 | 120…190 |
Примечание. Основные требования к серому чугуну по ОСТ 2МТ 21-2-76.
Относительно невысокие требования для станкостроительного литья предъявляются по герметичности и износостойкости. Более высокие требования предъявляются по стабильности геометрии базовых отливок, величине остаточных термических напряжений и релаксационной стойкости металла, которые определяют сохранение норм точности станков в процессе их изготовления и эксплуатации.
Традиционно основой графитизирующих модификаторов служили графит, ферросилиций и силикокальций. В настоящее время наиболее популярен ферросилиций, содержащий в небольших количествах Са, Ai, Zr, Ва, Sr и Ti (ГОСТ 1415-93). Для объяснения эффекта модифицирования разработано несколько теорий, включая теорию образования карбида кремния, слоеобразных карбидов и сульфидов/карбидов («карбидный эффект»). Все они основаны на предположении, что графит образуется в результате гетерогенной графитизации из частиц в расплаве и что элементы в малых количествах (Ca, Al, Zr, Ва, В, Sr и Ti) служат центрами графитизации.
Общая масса чугунных деталей составляет не менее 70 % от массы металлорежущего станка. Многие базовые детали металлорежущих станков повышенной и высокой точности должны подвергаться стабилизирующей обработке, обеспечивающей снижение остаточных напряжений и предотвращение коробления. Несмотря на многообразие способов обеспечения оптимальной твердости и необходимой структуры в корпусных отливках, наиболее часто используемыми и эффективными являются выбор химического состава чугуна и регулирование скорости охлаждения отливок. Для снижения технологического цикла изготовления крупных и средних отливок и регулирования структуры и технологических свойств используются методы принудительного воздушного охлаждения, установка металлических холодильников в литейной форме и принудительное удаление отливок из литейных форм.
Легирующие компоненты оказывают влияние на структуру и свойства серых чугунов в результате сложных физико-химических процессов, которые имеют место как в жидком, так и в твердом состояниях, как в процессе кристаллизации расплава, так и при затвердении отливок и охлаждении их в литейных формах. Существенное влияние оказывают способы получения железоуглеродистых расплавов, степень их перегрева и условия охлаждения после заливки.
Получение серых чугунов обычного химического состава без отбела возможно при содержании ванадия до 0,5 %. Однако такое легирование не обеспечивает существенного повышения износостойкости. Для нейтрализации отбеливающего действия ванадия серый чугун с повышенным содержанием углерода дополнительно легируют кремнием и медью. При содержании 4 % ванадия такие чугуны не содержат эвтектического цементита, но при недостаточном содержании углерода или кремния в отливках наблюдается отбел. Вместе с тем, в структуре обнаружено большое количество хорошо развитых дендритов карбида ванадия, закристаллизовавшихся с ответвлениями второго и третьего порядка. Эвтектические карбиды ванадия располагаются в участках матрицы, представляющих собой тонкодифференцированный эвтектоид. Избыточные карбиды ванадия окружены более светлой перлитной матрицей.
При содержании в обычном сером чугуне около 0,2 % ванадия в структуре образуются включения карбидов, а графит в основном выделяется в виде мелких пластин завихренной формы. При содержании 0,6… 0,8 % ванадия дифференция фаз в перлите становится заметной только при увеличениях 1200 и более; при этом в поле перлита наблюдаются отдельные мелкие включения карбидов ванадия. Перлитизируя и легируя металлическую основу чугуна и повышая плотность перлита, ванадий обеспечивает повышение прочности чугуна в отливках.
Комплексное легирование чугуна ферросиликохромом и никелем в сочетании с микродобавками бора или микролегирование бором и хромом не позволяют избежать в структуре станочных отливок включений карбидного типа. За счет этих включений, которые на многих станочных отливках не допускаются, можно увеличить твердость направляющих, но наличие в структуре 5 % структурно-свободного цементита повышает склонность отливок к трещинообразованию в 1,4 раза. В станкостроении разработаны различные способы изготовления массивных отливок из серого чугуна, гарантирующие требуемое качество направляющих при определенном воздействии на кинетику их охлаждения в форме.
Разработан способ комплексного дифференцированного воздействия на охлаждение направляющих станочных отливок из чугуна, легированного медью и хромом, в литейной форме, при котором первичная микроструктура чугуна обеспечивается металлическими (в частности, шиловидными) холодильниками, а высокая дисперсность и микротвердость перлита — ускоренным охлаждением отливок в интервале эвтектоидного превращения чугуна.
Начиная с 1969 г. широкое распространение в станкостроении получило производство непрерывнолитых чугунных заготовок.
Способ непрерывного горизонтального литья с интенсивным теплоотводом (НГЛИТ-процесс) позволяет, по сравнению с литьем в разовые песчано-глинистые формы, уменьшить капитальные затраты на производство, снизить брак, уменьшить припуски на механическую обработку в 2…4 раза, сократить производственные площади, уменьшить себестоимость отливок на 30…50 %, повысить производительность труда в 2 — 4 раза, увеличить прочность и износостойкость деталей на 40…50 % и гидроплотность в 1,5…2 раза.
На установках непрерывного литья получают заготовки из цветных металлов и чугуна с различной геометрией профиля:
- сплошные круглые и прямоугольные;
- трубчатые и фасонные сложной конфигурации.
Непрерывнолитые заготовки находят широкое применение во всех отраслях машиностроения: автомобильной, тракторной, станкостроительной, строительной и др. Предприятия «Вторчермет» и «Вторцветмет» — владельцы некондиционного дешевого сырья, могли бы на базе разработанных технологических процессов непрерывного литья организовать производство сплошных и полых, круглых и профильных заготовок из медных, алюминиевых сплавов и чугуна, цилиндрических мелющих тел, строительных профилей и т.д., которые удовлетворяли бы потребности промышленности.
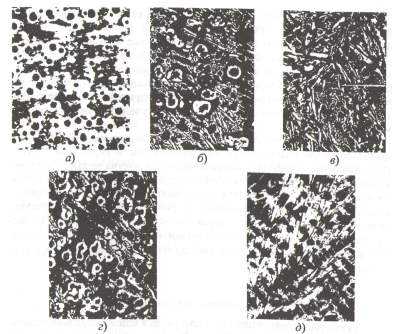
Использование чугунных непрерывнолитых заготовок дает высокий эффект при использовании для изготовления столов и направляющих станков, гидроаппаратуры и т.д. На рисунке приведена микроструктура высокопрочного чугуна с шаровидным графитом в отливке, полученной непрерывным литьем с использованием чугуна индукционной плавки.
Для получения массивных износостойких профильных заготовок использовали ваграночный чугун и метод горизонтального непрерывного литья. Режим вытягивания отливки выбирался в зависимости от толщины стенок заготовки.
Повышенное содержание углерода и кремния, а также увеличение концентрации бора и графитизирующих добавок способствует получению в структуре профильных заготовок разветвленных включений графита ПГфб, ПГф7 после их термической обработки.
При введении в ваграночную шихту карбидов кремния и карбидов бора отмечены следующие изменения напряжений:
- уменьшение термических напряжений на 7 … 12 % при введении отходов с карбидом кремния;
- повышение термических напряжений на 5 … 15 % при введении в металлургические брикеты карбидов бора.
Оценивая результаты ваграночной плавки серого чугуна и литья профильных заготовок, можно отметить многообразие форм включений графита, являющихся следствием различных сочетаний условий кристаллизации и графитизации.
Для повышения износостойкости деталей металлорежущих станков и обрабатывающих центров, литейного и кузнечно-прессового оборудования, подвергающихся в процессе работы трению и изнашиванию с удельными давлениями до 40 МПа и со смазкой, загрязненной стружкой, абразивом и другими включениями, используют низколегированные серые чугуны с вермикулярным графитом. Низколегированные серые чугуны с перлитно-бейнитной или бейнитной матрицей позволяют значительно повысить долговечность работы сопряженных деталей станков и механизмов.
Бейнитные микролегированные чугуны с вермикулярным графитом имеют большую пластичность, чем аустенитные и перлитные чугуны. Сопротивление износу при микролегировании чугуна медью и сурьмой возрастает за счет повышения общей твердости и микротвердости металлической основы. Способствуя образованию бейнита, они несколько снижают температуру превращения аустенита и размельчают структуру, оказывают влияние на форму и характер распределения графита. Присадка меди и сурьмы улучшает антифрикционные свойства чугуна, повышает стабильность матрицы при нагреве до 600 °С, прокаливаемость и коррозионную стойкость чугуна.
Вам также могут быть интересны статьи:
 Основные требования, предъявляемые к антифрикционным сплавам Антифрикционные чугуны для сложнонапряженных литых деталей цилиндропоршневой группы двигателей Методы улучшения структуры чугуна для деталей гидроаппаратуры Получение отливок с отбеленной поверхностью Микролегирование и модифицирование чугунов Номенклатура бронзового литья, производимого в литейном цехе №3 ОАО «ГАЗ»
Основные требования, предъявляемые к антифрикционным сплавам Антифрикционные чугуны для сложнонапряженных литых деталей цилиндропоршневой группы двигателей Методы улучшения структуры чугуна для деталей гидроаппаратуры Получение отливок с отбеленной поверхностью Микролегирование и модифицирование чугунов Номенклатура бронзового литья, производимого в литейном цехе №3 ОАО «ГАЗ» (Пока оценок нет)
(Пока оценок нет)