Поршневые кольца скоростных автотракторных и других двигателей относятся также к наиболее ответственным литым антифрикционным деталям, к материалу которых предъявляются высокие требования как по физико-механическим, так и по ряду специальных свойств: износостойкости, жаростойкости, прирабатываемости и ростоустойчивости. Постоянный рост мощности двигателей требует повышения качества и долговечности поршневых колец.
Моторесурс двигателей во многом зависит от надежности и долговечности поршневых колец, которые в последнее время в большинстве случаев получают из комплексно-легированного чугуна. Технические условия и государственные стандарты устанавливают для поршневых колец скоростных нагруженных тракторных дизелей ресурс в 6000 моточасов и более, а для карбюраторных автомобильных двигателей определен ресурс, обеспечивающий пробег автомобиля 150…250 тыс. км без замены поршневых колец.
Наиболее приемлемым для поршневых колец из серого специального чугуна является хлопьевидное или тонкопластинчатое строение графита. Пластинки графита должны быть завихренными и не быть ориентированы в одном направлении, поскольку это может снизить прочность чугуна. Пластинки или зерна перлита должны быть по возможности мелкими и расположенными равномерно. Наиболее благоприятной металлической основой колец является сорбитообразный перлит с размерами зерен не менее 0,5 мкм. Металлическая основа специальных чугунов кроме перлита может содержать структурно-свободные карбиды, феррит и фосфоридную эвтектику. Примерные данные о химических составах чугунов для отливок поршневых колец различного назначения по данным приведены в таблице.
Для улучшения износостойкости и других свойств поршневых колец использовали следующие методы термической обработки:
- закалку с последующим отпуском для получения трооститно- мартенситной или трооститно-сорбитной структуры, например, для верхних компрессорных колец двигателей («Паркинс», ФИАТ и др.);
- высокотемпературный отпуск колец с трооститно-мартенситной или аустенитно-мартенситной структурой, полученной в сыром состоянии путем легирования чугуна молибденом, ванадием, никелем и другими элементами, которая после термообработки становится перлитно- сорбитной (кольца этого вида применялись на двигателях КДМ-6, КДВТ и др.);
- высокотемпературный отжиг с последующей закалкой и отпуском колец из легированного или нелегированного чугуна, который при кристаллизации затвердевает белым или половинчатым, а после термообработки приобретает перлито-сорбито-троостито-графитовое строение, хорошо сопротивляющееся износу;
- нормализацию после отжига. Легирование бором и другими элементами повышает твердость отдельных колец, в структуре которых содержатся включения структурно-свободных карбидов в перлитной или трооститно-мартенситной матрице и которые при излишнем количестве карбидов подвергаются отжигу для частичного их разложения.
Поршневые кольца из легированного бором чугуна обладают хорошей износостойкостью и высокими физико-механическими свойствами, значительно превышающими свойства поршневых колец других групп, и применялись в двигателях многих зарубежных фирм («Форд», «Роллс- Ройс», «Паркинс» и др.).
Содержание
Химические составы чугунов для поршневых колец
Химический состав сплава, % (мае.)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Химический состав сплава, % (мас.)
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Сопоставительные данные о механических свойствах материалов поршневых колец диаметром до 200 мм показывают, что высоким качеством обладает высокопрочный чугун с шаровидным графитом.
Упругие свойства поршневых колец
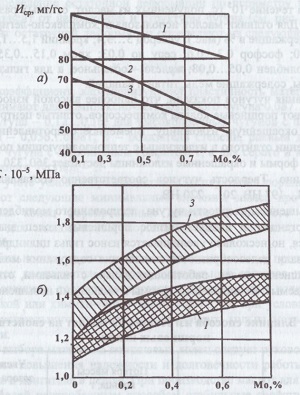
Существенное повышение износостойкости и упругопластических свойств чугунов обеспечивает введение 0,2… 1,3 % (маc.) Мо, а также методы комплексного легирования с использованием молибдена, хрома, ванадия и титана.
Важной характеристикой чугунных поршневых колец является условный модуль упругости по периметру кольца, который зависит от химического состава, качества литого металла и условий структурообразвания в отливках. Абсолютное значение условного модуля упругости колеблется в пределах 150… 180 ГПа для высокопрочного чугуна с шаровидным графитом и 80… 125 ГПа для серых специальных чугунов.
В отличие от литейных сталей, для которых до определенного предела существует прямая зависимость между напряжениями и относительной деформацией, установленная законом Гука, для антифрикционных чугунов эта зависимость носит нелинейный характер.
На кривых деформирования чугунов при изгибе поршневых колец выявляются следующие три участка.
Участок 1. Диапазон напряжений от нуля до определенного значения, в котором кривая более близка к прямой. Для высокопрочных чугунов с шаровидным графитом — 60…70 % предела прочности, а для серых специальных чугунов — 40…60 %.
Участок 2. Участок пластических деформаций, с увеличением которого уменьшается вероятность поломок поршневых колец.
Участок 3. Участок напряжений, при которых возможно разрушение материала. Чем выше предел напряжений, при которых это разрушение наступает, и чем дальше находится от границы первого участка, тем больше запас прочности кольца и выше его надежность в работе.
В форсированных двигателях поршневые кольца подвергаются динамическим нагрузкам, влияющим на усталостную прочность материала. В этом случае возникает необходимость учета дополнительного коэффициента прочности. При расчете запаса прочности маслосъемных поршневых колец также учитывают ослабление сечения вследствие концентрации напряжений в местах перехода от одного сечения к другому.
Увеличению остаточных деформаций способствуют наличие в структуре графита и недостаточное легирование. При рассмотрении условий стабильности упругих свойств поршневых колец из чугуна необходимо учитывать его первоначальную склонность к пластическим деформациям даже при малых нагрузках. Низкая теплостойкость может также изменить упругие свойства чугуна и форму кольца.
Чугунные заготовки поршневых колец только при обработке подвергаются многократным нагружениям, и суммарное значение остаточных напряжений достигает значительных величин. Изменяющееся значение условного модуля упругости по периметру поршневых колец Ev, вызванное как изменением структуры чугуна, так и напряжений, может быть представлено в виде эмпирической зависимости
![]()
![]()
где Eψ — модуль упругости чугуна на спинке поршневого кольца; z — коэффициент, характеризующий интенсивность изменения Eψ; ψ — угол по периметру, отсчитываемый по обе стороны от сечения спинки кольца; m — коэффициент, зависящий от природы и структуры материала.
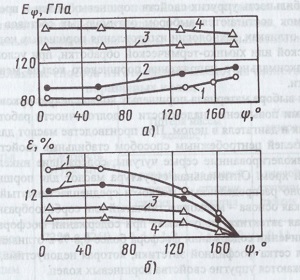
Распределение остаточной деформации по периметру поршневого кольца зависит от напряжений и структуры чугуна. Коэффициент остаточной деформации определяют из следующего выражения:
![]()
![]()
где В — коэффициент, характеризующий пластичность материала, который принимают для комплексно-легированного чугуна 0,087….0,124; для серого чугуна — 0,12…0,16; для высокопрочных чугунов с шаровидным графитом — 0,056…0,081; n — показатель степени, равный для высокопрочного чугуна с шаровидным графитом 1, а для серого и комплекснолегированного чугунов — 2.
При учете условий производства и эксплуатации поршневых колец принимают следующие минимальные значения запаса прочности: для поршневых колец форсированных двигателей простого профиля -1,3 — 1,5; для маслосъемных поршневых колец сложного профиля — 1,65 — 1,75.
Стабильность упругих свойств поршневых колец и предотвращение их поломок достигаются выбором оптимальных составов и структуры чугуна в отливках, технологии изготовления поршневых колец, способов термической или химико-термической обработки, при условии, что значение максимального напряжения поршневого кольца меньше предела прочности.
При выборе материала поршневых колец следует руководствоваться интересами повышения надежности и долговечности работы как самих колец, так и двигателя в целом. При производстве маслот для поршневых колец дизелей центробежным способом стабильные свойства обеспечивают низколегированные серые чугуны, содержащие никель, марганец, фосфор и хром. Оптимальная структура маслот для поршневых колец: равномерно распределенный мелко- и среднепластинчатый графит, металлическая основа — мелкопластинчатый или сорбитообразный перлит и фосфидная эвтектика, получаемая при содержании фосфора 0,4…0,8 %. При увеличении содержания фосфора более 0,8 % в отливках образуется сплошная сетка фосфидной эвтектики, которая недопустима, так как при этом снижаются упругие свойства поршневых колец.
На основе использования метода поиска оптимального состава чугуна для изготовления поршневых колец компрессоров разработан состав комплексно-легированного чугуна. Скорость заливки расплава в изложницу 2,0…2,5 кг/с при температуре заливки 1300… 1330 °С. В таблице приведены данные о результатах производственных испытаний поршневых колец в течение 105 гс, полученных из маслот, отлитых различными способами. Для отливки маслот использовали комплексно-легированные чугуны, содержащие в % (маc.): углерод 3…3,4; кремний 1,5… 1,7; марганец 0,8… 1,0; фосфор 0,3…0,6; серу до 0,03; хром 0,15…0,35; никель 0,1…0,3; молибден 0,05…0,08; железо — остальное, а для гильз цилиндров — чугуны, содержащие медь, титан и ванадий.
Испытания чугунов показали, что наиболее высокой износостойкостью обладают поршневые кольца компрессоров, отлитые центробежным методом в окрашенную изложницу. Временное сопротивление чугуна при растяжении отлитого в изложницы с теплоизолирующим покрытием, накатанные формы и окрашенные изложницы достигает 360, 330, 380 МПа соответственно. Твердость чугунов соответственно составляла: 195… 205 НВ; 187… 197 НВ, 201…220 НВ.
С повышением твердости чугуна, легированного молибденом, фосфором, марганцем и никелем, износ поршневых колец значительно уменьшается, но несколько увеличивается износ гильз цилиндров. Испытания показали целесообразность повышения содержания молибдена в чугуне поршневых колец, работающих в паре с гильзами, отлитыми в вод охлаждаемые металлические формы и имеющими повышенную твердость 241…279 НВ. Дополнительное легирование молибденом заметно повышает износостойкость, плотность отливок и упругопластические свойства. На рисунке, б приведены данные о влиянии молибдена на условный предел упругости. На размеры графита при литье в песчаные формы такие количества молибдена практически не оказывают влияния, но при литье в металлические формы графит измельчается. При изготовлении отливок в окрашенные формы наиболее крупные включения — из графита ПГр2.
Влияние способа изготовления маслот на свойства поршневых колец
| Способ литья маслот | Плотность чугуна, кг/м3 | Потеря массы кольца, г | Увеличение зазора в замке, мм | ||
| в первой ступени сжатия | во второй ступени сжатия | в первой ступени сжатия | во второй ступени сжатия | ||
| Центробежное литье с теплоизолирующим покрытием | 7280… 7260 | 1,4…1,7 | 2,6…2,9 | 0,11 | 0,28 |
| Центробежное литье в накатанные формы | 7160…7180 | 1,8…2,0 | 3,0…3,3 | 0,18 | 0,35 |
При производстве поршневых колец, как и гильз цилиндров двигателей, работающих в тяжелых условиях, целесообразно применять комплексное легирование чугуна. Если в составах толстостенных отливок цилиндров, работающих в тяжелых условиях эксплуатации, эффективный добавкой в составе комплексных модификаторов является медь, то для тонкостенных поршневых колец целесообразнее использовать молибден или лигатуру MBA, содержащую 40…55 % Мо, 27…37 % V, алюминий и технологические примеси — остальное.
Вам также могут быть интересны статьи:
 Повышение эффективности механообработки высокотехнологичных деталей Антифрикционные чугуны для сложнонапряженных литых деталей цилиндропоршневой группы двигателей Антифрикционные низколегированные чугуны Способы получения чугунных отливок без отбела Легированные чугуны Получение отливок с отбеленной поверхностью
Повышение эффективности механообработки высокотехнологичных деталей Антифрикционные чугуны для сложнонапряженных литых деталей цилиндропоршневой группы двигателей Антифрикционные низколегированные чугуны Способы получения чугунных отливок без отбела Легированные чугуны Получение отливок с отбеленной поверхностью (Пока оценок нет)
(Пока оценок нет)