На предприятиях машиностроения нашли применение комплексные модификаторы, содержащие редкоземельные металлы. В таблице приведены составы ряда модификаторов, обеспечивающих повышение качества чугунных отливок.
Комплексный модификатор из ферросиликохрома (ФСХ-18) и силикомарганца (СМн-17) успешно используют для повышения износостойкости и механических свойств. При плавке чугуна в индукционных печах для станочных отливок используют не только процессы микролегирования и модифицирования, но и методы науглероживания и дегазации.
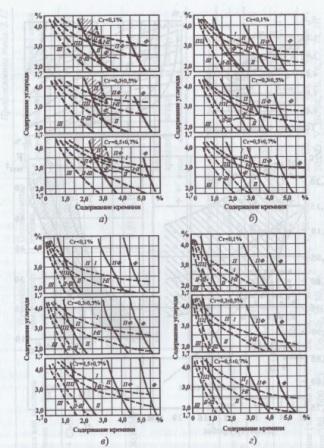
Повышение износостойкости деталей при микролегировании серого чугуна висмутом, оловом и сурьмой можно объяснить измельчением структуры под воздействием малых добавок этим элементом. Эта характерная особенность действия висмута, олова и сурьмы (подобно титану, ванадию и хрому) заключается в том, что при микролегировании происходит образование мелкодисперсных центров кристаллизации. Они сужают область существования у-раствора и концентрируются преимущественно в цементите. Данные о распределении легирующих компонентов между фазами чугуна показаны в таблице, а структурные диаграммы серого чугуна — на рисунках РЗМ, медь, титан, хром и никель снижают коэффициент трения серого антифрикционного чугуна, поэтому их чаще применяют для микролегирования.
В литых деталях ответственного назначения, работающих в условиях трения и получаемых специальными способами литья, чаще всего рекомендуется получать металлическую основу из мелкодисперсного перлита ПД0,3; ПД0,5 и ПД1,0 с пластинчатой прямолинейной ПГф1 или завихренной ПГф2 формой включений графита. Наличия междендритного графита на рабочих поверхностях литых деталей не допускается. Требования к микроструктуре чугуна отливок, работающих на износ, приведены в таблице.
Исследование влияния висмута, олова и сурьмы на процесс структурообразования синтетического чугуна с содержанием углерода 3; 3,6; 4,4 % показало, что, с увеличением добавок этих элементов помимо измельчения графитной эвтектики, наблюдается уменьшение размеров дендритов, причем последние имеют равновесную форму. С ростом углерода до 3,6 % округление дендритов начинается уже при 0,1 % висмута и олова. В синтетическом чугуне с углеродом 4,4 % увеличение добавок висмута и олова способствует не только измельчению графитной эвтектики, но и выделению крупных пластин графитных включений. Упрочнение чугунов и повышение износостойкости при микролегировании ванадием, хромом и молибденом обусловлено интенсивным смещением кривых изотермического распада аустенита вправо, вследствие чего критическая скорость охлаждения уменьшается и измельчается структура металлической основы.
Небольшие добавки сурьмы, висмута, хрома, олова и титана повышают температуру начала эвтектоидного превращения, а ванадий и молибден понижают ее. По мере увеличения содержания сурьмы, висмута и олова более 0,1 % устойчиво проявляется их перлитизирующее влияние на структуру отливок из серого чугуна. Для микролегирования тонкостенных отливок используют лигатуры на основе меди и олова. Добавка небольших количеств меди повышает износостойкость и антикоррозионные свойства чугунов. Присутствие меди в твердом растворе в количестве до 0,4…0,5 % повышает износостойкость на 28…35 %. При большем содержании медь находится в твердом растворе и в свободном состоянии, способствуя повышению коррозионной стойкости. Литье из медистого чугуна получают по обычной технологии. При плавке в шихту вводят природно-легированный чугун, в котором содержится медь. Для получения равномерной структуры, особенно на поверхности отливки, рекомендуется заливка расплава в сухие формы.
Микролегирование перлитного чугуна медью, сурьмой и бором также повышает его твердость и такой способ получил распространение при производстве антифрикционных тонкостенных отливок, в частности, для изготовления чугунных деталей цилиндропоршневой группы двигателей и гидроаппаратуры.
Увеличение в составе модификаторов и лигатур на основе меди количества поверхностно-активных металлов обеспечивает
повышение эффекта модифицирования и способствует измельчению зерна матрицы и неметаллических включений. Введение в состав модификатора цинка, кальция и магния и повышение содержания в нем редкоземельных металлов позволяют глубоко раскислять, дегазировать и десульфурировать железоуглеродистые сплавы.
При модифицировании и микролегировании серых чугунов доэвтектического состава добавками, содержащими значительное количество бора, необходимо повышать температуру перегрева, так как его растворение идет относительно медленно в больших объемах расплава. Измельчению структуры и повышению антифрикционных свойств при сохранении трещиностойкости способствует добавки бора в количестве 0,002…0,02 % от массы расплава в ковше. При кокильном литье величина модифицирующей добавки может быть выше.
| Марка или условное обозначение модификатора | Назначение комплексного модификатора или лигатуры | Оптимальная добавка, в % к массе жидкого металла | Состав комплексных модификаторов и лигатуры, % (маc.) | Способ ввода добавок |
| СиитМиш-1, СцеМиш-1, ТУ 14-5-50-84 | Уменьшение от- бела в отливках из серого чугуна, измельчение микроструктуры и уменьшение брака по пористости | 0,035…0,065 | РЗМ -25…30; алюминий — 10; кремний — 50; железо — остальное | Под струю в раздаточный ковш |
| СиитМиш-2, СцеМиш-2, ТУ 14-5-50-84 | Уменьшение от- бела и брака по пористости в отливках из серого чугуна | 0,05 — 0,07 | РЗМ — 10…25; алюминий-8… 15; кремний — 40; железо — остальное | Под струю в разливочные ковши |
| ЦИСММ, АО-ФСБ-15 + R(P3M) | Уменьшение от- бела и сокращение цикла термообработки отливок, измельчение структуры и повышение физикомеханических свойств чугуна | 0,005…0,01 | Алюминий — 44.. .45; кремний -4… 5; РЗМ-29…30; бор или ванадий — 8, не более; кальций — 2, не более; железо — остальное | В разливочные ковши и барабанные раздаточные ковши |
| Марка или условное обозначение модификатора | Назначение комплексного модификатора или лигатуры | Оптимальная добавка, в % к массе жидкого металла | Состав комплексных модификаторов и лигатуры, % (маc.) | Способ ввода добавок |
| ФСХ-18 + СМн-17 + R(P3M) | Повышение механических свойств и износостойкости чугуна | 0,05…0,08 | Хром — 25…30; кремний-22…26; марганец — 28; углерод — 3, не более; железо — остальное | В расплав с перегревом 300…350 °С |
| СК-30 + R(P3M) | Измельчение структуры и раскисление | 0,03 — 0,1 | Кальций 25…30; РЗМ-4…15; железо-4… 10; кремний — остальное | В раздаточный и разливочные ковши |
Распределение легирующих элементов между фазами чугуна в отливках
| Состояние чугуна в отливках | Легирующие элементы | |
| в твердом растворе | в карбидах | |
| Литое | Si, Си, Ni, Al, Ti, Со, Сг, В, Mn, Sb, Sn, Mo, W, Bi, Pb, Ni | Mn, Cr, B, Mo, W, Ti, V, Co, Nb, Zn, Sb, Sn, Bi, N |
| Закалка | Si, Си, Ni, Al, Ti, Bi, Mn, Cr, Mo, B, V, Sb, Sn, Co | B, Ti, Nb, Zn, V, W, Bi, Cr, Nb, Те, Hf |
| Улучшение (закалка и отпуск при 580…600 °С) | Si, Си, Ni, Al, Ti, Mo, V, Sb, Sn, Bi, Co, Nb, N, Ni, Pb | Si, Cu, Al, Ti, Mn, B, Cr, Mo, W, Nb, Zr, V, Bi, Sn, Sb, Те, Cr, Та, Hf |

Требования к микроструктуре чугуна отливок, работающих на износ
| Перлит | Графит | |||
| Заготовки | Описание | Обозначение по ГОСТ 3443-87 | Описание | Обозначение по ГОСТ 3443-87 |
| Ответственные | Дисперсность. Площадь, занимаемая в структуре, более 80 % | До ПД1.0 П85; П90; П95 | Включения размером до 250 мкм | ДоПГд180 |
| Распределение равномерное, колонки пластинчатого графита, сетчатое | ПГр1; ПГр2; ПГрЗ; ПГрб (ПГр4, ПГр9) | |||
| Форма прямолинейная, завихренная, гнездообразная | ПГф1; ПГр2, ПГр4 (ПГф2, ПГф4, ВГф2) | |||
| Особо ответственные | Дисперсность. Площадь, занимаемая в структуре, более 95 % | ДоПД1,0 П96; П | Включения размером до 250 мкм | До ПГд180 |
| Распределение равномерное, неравномерное, колонки пластинчатого графита, сетчатое | ПГр1, ПГр2, ПГрЗ, ПГрб | |||
| Форма прямолинейная, завихренная, гнездообразная | ПГф1, ПГр2, ПГр4 | |||
Примечание. В скобках указано допустимое распределение и форма включений графита, при этом суммарное количество графита распределения ПГр4 и ПГр9 не должно превышать 30 %.
Вам также могут быть интересны статьи:
 Методы улучшения структуры чугуна для деталей гидроаппаратуры Характеристики структуры и свойств белых чугунов Методы физического и комплексного воздействия при производстве износостойких чугунов Антифрикционные чугуны для сложнонапряженных литых деталей цилиндропоршневой группы двигателей Легированные чугуны Требования к сплавам для станкостроительного литья
Методы улучшения структуры чугуна для деталей гидроаппаратуры Характеристики структуры и свойств белых чугунов Методы физического и комплексного воздействия при производстве износостойких чугунов Антифрикционные чугуны для сложнонапряженных литых деталей цилиндропоршневой группы двигателей Легированные чугуны Требования к сплавам для станкостроительного литья (2 оценок, среднее: 5,00 из 5)
(2 оценок, среднее: 5,00 из 5)